空気が美味しい!緑がきれい、川のせせらぎが限りなく透明。飯田市は、とても美しい町でした。
こんな環境の良いところで、円周率世界一が生まれたんですねえ♪
そして環境が良いからこそ、生産量日本一の高野豆腐や、独自開発の納豆菌を使った素晴らしい納豆がつくられているのでしょうね。
すごいなぁー。
今回の取材は2回に分けて行いました。1回目は円周率世界一のPCの取材。
2回目が納豆菌の研究開発のお話や、日本一の高野豆腐についての取材です。
怜生は高野豆腐は普段の食生活であまり食べる事がなくて馴染みがほとんどなかったのですが、
納豆と同じ大豆食品の仲間だけに、ちょうど良い機会だから高野豆腐についても猛勉強させて頂きます(笑)
|

到着〜♪

近藤さんと2ショット

近藤さんのご自宅で

3つで5兆桁!!

これで5兆桁を計算

パソコンを撮る怜生
|
 |
|





 ●円周率世界一達成は旭松食品さんの社員さん!
●円周率世界一達成は旭松食品さんの社員さん! 皆さん、こんにちは。朝比奈怜生です。8月6日に天堂物流の久田社長が長野でITについて講演をしました。
前日5日の全国紙の朝刊に、「長野県飯田市の会社員が、円周率世界一を達成した」との記事があり、その話題を講演の最初に出したそうです。
皆さん、こんにちは。朝比奈怜生です。8月6日に天堂物流の久田社長が長野でITについて講演をしました。
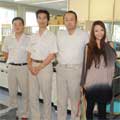
前日5日の全国紙の朝刊に、「長野県飯田市の会社員が、円周率世界一を達成した」との記事があり、その話題を講演の最初に出したそうです。 旭松食品さん応接室にて。左から松原さん、近藤さん、怜生、湯沢さん
旭松食品さん応接室にて。左から松原さん、近藤さん、怜生、湯沢さん 近藤さん:CPUが2つで、メモリーは98ギガです。
近藤さん:CPUが2つで、メモリーは98ギガです。












 凍った高野豆腐が所狭しと置かれている広〜い倉庫には感激しました。何日も何日も時間をかけて、ゆっくりじっくり熟成させたうえで乾燥させるんです。そして私達の手元に届く美味しい栄養満点の高野豆腐になるんですね♪
凍った高野豆腐が所狭しと置かれている広〜い倉庫には感激しました。何日も何日も時間をかけて、ゆっくりじっくり熟成させたうえで乾燥させるんです。そして私達の手元に届く美味しい栄養満点の高野豆腐になるんですね♪










 上沼工場長さん:これは創業当時の門柱ですよ。まだちゃんと残してあるんです。
上沼工場長さん:これは創業当時の門柱ですよ。まだちゃんと残してあるんです。



 円周率の世界はとても深くて、文系の怜生にはなかなかついていけませんでした。
でもサーバーを自分で組み立てたり、PCの熱を冷ますのにエアコンではなく扇風機を選んだり、
近藤さんご自身の選択で他の人には成し遂げられない世界記録を打ち立てられたのですから、
素晴らしい達成感があっただろうなと思いました。
円周率の世界はとても深くて、文系の怜生にはなかなかついていけませんでした。
でもサーバーを自分で組み立てたり、PCの熱を冷ますのにエアコンではなく扇風機を選んだり、
近藤さんご自身の選択で他の人には成し遂げられない世界記録を打ち立てられたのですから、
素晴らしい達成感があっただろうなと思いました。